6: MEJORA CONTINUA
6.1 MÉTODO TAGUCHI
La filosofía de Taguchi
abarca toda la función de producción, desde el diseño hasta la fabricación. Su
metodología se concentra en el consumidor, valiéndose de la “función de
pérdida”. Taguchi define la calidad en términos de la pérdida generada por el
producto a la sociedad. Esta pérdida puede ser estimada desde el momento en que
un producto es despachado hasta el final de su vida útil. La pérdida se calcula
en dólares, y eso permite a los ingenieros comunicar su magnitud en un valor
común, reconocible. Eso a veces se comunica de un modo bilingüe, lo cual
significa que se puede hablar a los gerentes de alto nivel en términos de
dólares, y a los ingenieros y quienes trabajan con el producto o servicio en
términos de objetos, horas, kilogramos, etcétera. Con la “función de pérdida”,
el ingeniero está en condiciones de comunicarse en el lenguaje del dinero y en
el lenguaje de las cosas.
La filosofía de la calidad de Taguchi
Ø Un
aspecto importante de la calidad de un producto manufacturado es la pérdida
total generada por ese producto a la sociedad.
Ø En
una economía competitiva, el mejoramiento continuo de la calidad y la reducción
de los costes son imprescindibles para subsistir en la industria.
Ø Un
programa de mejoramiento continuo de la calidad incluye una incesante reducción
en la variación de las características de performance del producto con respecto
a sus valores objetivo.
Ø La
pérdida del consumidor originada en una variación de la performance del
producto es casi siempre proporcional al cuadrado de la desviación de las
características de performance con respecto a su valor objetivo.
Ø La
calidad y el coste final de un producto manufacturado están determinados en
gran medida por el diseño industrial del producto y su proceso de fabricación.
Ø Una
variación de la performance se puede reducir aprovechando los efectos no
lineales/conjuntos de los parámetros del producto (o proceso) sobre las
características de performance.
El control de calidad “off-line” involucra a la función de diseño o de
ingeniería de calidad y consiste de tres componentes:
ü Diseño
del sistema. El diseño del sistema es la selección y diseño de un producto que
satisfaga los requerimientos del consumidor. El diseño debe ser funcional y
estable* frente a los cambios en las condiciones ambientales durante el
servicio. El producto debe tener una variación mínima y proporcionar el mayor
valor para el precio. Asimismo, debería experimentar una variación funcional
mínima, a causa de factores como el uso. En ese sentido, se emplean diferentes
métodos para determinar los requerimientos del consumidor y traducirlos en
términos técnicos. Los métodos del “despliegue de la función de calidad” así
como la “función de pérdida” se utilizan a menudo en la planificación del
sistema.
ü Identificación
de los parámetros. Es la identificación de las variables clave del proceso que
afectan la variación del producto, y la definición de los niveles parámetro que
producirán la menor cantidad de variación en el funcionamiento del producto.
Eso se logra mediante el uso de diseños estadísticos experimentales. Los
métodos de Taguchi se diferencian del diseño experimental clásico por el hecho
de que Taguchi utiliza sólo una pequeña parte de todas las combinaciones
experimentales posibles, y selecciona las condiciones “adecuadas” de una manera
muy eficiente.
ü Determinación
de la tolerancia. Consiste en la determinación de cuáles son los factores que
más contribuyen a eliminar la variación del producto, y en la determinación de
los niveles de tolerancia apropiados en el producto final, a fin de cumplir con
las especificaciones. La determinación de la tolerancia se utiliza solamente
cuando la variabilidad del producto no está limitada a un cierto nivel “de
tolerancia”. La ventaja de estos métodos es la eficiencia; en lugar de ajustar
las tolerancias en general, sólo se ajustan aquellas que tendrán el mayor
impacto.
6.2 FUNCIÓN DE LA PERDIDA DE
CALIDAD
 La función de pérdida de la
calidad, comúnmente llamada función de perdida de Taguchi (por su creador
Genichi Taguchi, en la segunda mitad del s.XX), es una herramienta de cálculo
usada en ingeniería para el control de calidad. Esta herramienta sirve para
evaluar de forma numérica la “pérdida de calidad” en un proyecto, producto o
servicio, con respecto a su nivel de calidad óptimo. La idea fundamental de las
metodologías creadas por Genichi Taguchi son poder diseñar y fabricar productos
en poco tiempo con alta calidad, evitando tener que usar el método de prueba y
error, que es más caro y lento. Para conseguir estas mejoras, se intentan optimizar
los diseños de los productos y de los procesos de fabricación a través de la
ingeniería de calidad y la estadística.
La función de pérdida de la
calidad, comúnmente llamada función de perdida de Taguchi (por su creador
Genichi Taguchi, en la segunda mitad del s.XX), es una herramienta de cálculo
usada en ingeniería para el control de calidad. Esta herramienta sirve para
evaluar de forma numérica la “pérdida de calidad” en un proyecto, producto o
servicio, con respecto a su nivel de calidad óptimo. La idea fundamental de las
metodologías creadas por Genichi Taguchi son poder diseñar y fabricar productos
en poco tiempo con alta calidad, evitando tener que usar el método de prueba y
error, que es más caro y lento. Para conseguir estas mejoras, se intentan optimizar
los diseños de los productos y de los procesos de fabricación a través de la
ingeniería de calidad y la estadística.
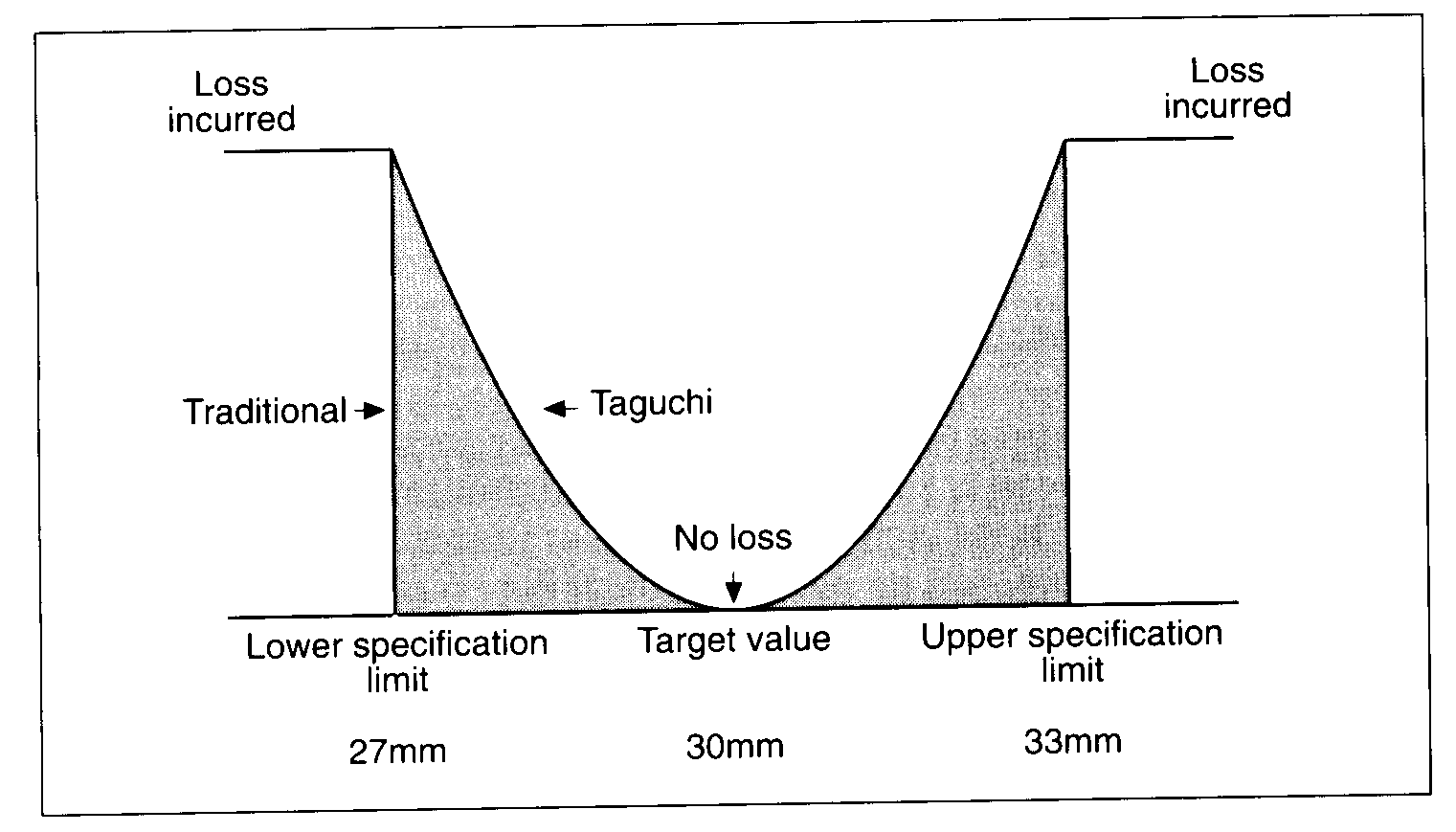
La función de perdida nos
ofrece una forma de calcular la “pérdida de calidad” que sufre un aspecto
analizado con respecto al objetivo de calidad que le hayamos fijado al mismo.
Esto significa, que para una característica fijada en nuestro producto o
proceso, la función de pérdida nos dirá cuándo nos estamos alejando de nuestro
objetivo.
La función de perdida es la
siguiente:
L = K * (Y – M)^2
Donde…
·
L es el resultado de la función, medido
generalmente en unidades monetarias.
·
Y es el valor ideal de la característica
analizada (nuestro objetivo a alcanzar para ese parámetro).
·
M es la media de valores obtenidos de la
característica analizada en la situación real.
·
K es una constante que se encarga de
convertir (Y – M)^2 a unidades monetarias.
Por lo tanto, si para una
característica analizada, el valor L es de cero, significará que la calidad
obtenida es la calidad deseada (nuestro objetivo). Si L es mayor que cero,
entonces significa que nos estamos alejando del objetivo.
Por ejemplo, si la
característica analizada (tiempo de producción, tiempo de entrega, coste…)
queremos que sea Y=30 unids., pero en la práctica estamos midiendo que de media
es M=35 unids., y esta desviación (al cuadrado) supone un coste de
K=5€/unid.^2, entonces L=5*(35-30)^2, o sea L=125€. Conviene tener en cuenta
que al haber una resta al cuadrado el valor de L siempre será mayor o igual a
cero, que Y-M crecerá cuadráticamente y que K debe ser expresado en las
unidades coherentes.
6.3 MODELO KAIZEN
 Cada mejora que llevamos a
cabo en los procesos es una mejora que repercute en todos y cada uno de los
aspectos de la organización. Desde los niveles de rentabilidad hasta la
mentalidad de la empresa. Los procesos conforman el ADN de nuestro negocio, y
mejorarlos de forma continua ha de ser una de nuestras premisas.
Cada mejora que llevamos a
cabo en los procesos es una mejora que repercute en todos y cada uno de los
aspectos de la organización. Desde los niveles de rentabilidad hasta la
mentalidad de la empresa. Los procesos conforman el ADN de nuestro negocio, y
mejorarlos de forma continua ha de ser una de nuestras premisas.
En artículos previos, os
hemos hablado sobre la mejora continua de procesos que se debe llevar a cabo en
cualquier compañía para optimizar sus productos y servicios. Pero en esta
ocasión, vamos a centrarnos en hablar de un método surgió en Japón durante la
década de los 50 llamado: el método Kaizen.
El Kaizen es un movimiento
que se originó en Japón como resultado de la necesidad del país de alcanzar el
nivel del resto de naciones occidentales para poder competir con ellas. Kaizen
es lo opuesto a la conformidad y complacencia. El método Kaizen es un sistema
de gestión que está orientado a la mejora continua de procesos en busca de
erradicar todas aquellas ineficiencias que conforman un sistema de producción.
El rápido avance tecnológico, la creciente y feroz competencia entre
organizaciones o el recortado ciclo de vida de los productos hace inevitable
que las empresas de hoy en día se concentren en maximizar la calidad con unos
costes de producción bajos, así como un menor tiempo de respuesta ante posibles
imprevistos. Y aquí es donde entre en
juego el sistema japonés Kaizen, el cual destaca por su sencillez y su clara
visión práctica.
Kaizen está formado por las
palabras “kai” y “zen” que viene a significar algo así como “cambio a mejor” y
derivando en el tema que nos ocupa hoy: la mejora continua de procesos. El
Kaizen sobresale del resto de filosofía y sistemas de gestión ya que puede ser
aplicable tanto a nivel social como a nivel empresarial o de negocios. En este
último caso, el método Kaizen se caracteriza por utilizar una cultura de
involucración a nivel global de toda la empresa, desde las altas esferas del
consejo de administración hasta el último peón de fábrica.
6.4. LAS 9¨S
SEIRI – ORGANIZACIÓN
Organizar consiste en
separar lo necesario de lo innecesario, guardando lo necesario y eliminando lo
innecesario.
Para Poner en práctica la
1ra S debemos hacernos las siguientes preguntas:
1. ¿Qué debemos tirar?
2. ¿Qué debe ser guardado?
3. ¿Qué puede ser útil para
otra persona u otro departamento?
4. ¿Qué deberíamos reparar?
Otra buena práctica sería,
colocar en un lugar determinado todo aquello que va ser descartado.
Y el último
punto importante es el de la clasificación de residuos. Generamos residuos de
muy diversa naturales: papel, plásticos, metales, etc.
Procedimiento: La forma de
organizar está basada en unas reglas fáciles de aplicar, de las cuales se
representa la forma de utilizar los bienes y servicios.
Las reglas son las
siguientes:
·
Identifique la naturaleza de cada elemento:
·
Si el elemento está deteriorado y tiene
utilidad: Repáralo.
·
Si está obsoleto y tiene algún elemento que
lo sustituya: Elimínelo.
·
Si está obsoleto pero cumple su función:
Manténgalo en las mejores condiciones para un perfecto funcionamiento.
·
Si es un elemento peligroso: Identifíquese
como tal para evitar posibles accidentes.
·
Si está en buen estado: Analice su utilidad y
recolocación.
·
Identifique el grado de utilidad de cada
elemento:
·
Si lo usa en todo momento: Téngalo a mano en
la oficina.
·
Si lo utiliza todos los días: cerca de la
maquina.
·
Si lo utiliza una vez al mes: Colóquelo cerca
del puesto de trabajo.
Si lo usa cada tres meses:
Téngalo en el almacén perfectament
Ventajas:
Las ventajas de considerar
los puntos anteriores son:
1. Se obtiene un espacio
adicional.
2. Se elimina el exceso de
herramientas y los elementos obsoletos.
3. Se facilita el uso de
componentes a tiempo.
4. Se evita el
almacenamiento excesivo y los movimientos de personal innecesarios.
5. Se elimina el exceso de
tiempo en los inventarios.
6. Se elimina el
despilfarro.
1.2 SEITON – ORDEN
El orden se establece de
acuerdo a los criterios racionales, de tal forma que cualquier elemento esté
localizable en todo momento. Cada cosa debe tener un único, y exclusivo lugar
donde debe encontrarse antes de su uso, y después de utilizarlo debe volver a
él. El orden se lleva a cabo mediante la identificación de un elemento,
herramienta un objeto a través de un código, número ó algo característico de
tal forma que sea fácil de localizar. Para tener claros los criterios de
colocación de cada cosa en su lugar adecuado, responderemos las siguientes
preguntas:
1. ¿Es posible reducir el
stock de esta cosa?
2. ¿Esto es necesario que
esté a mano?
3. ¿Todos llamaremos a esto
con el mismo nombre?
4. ¿Cuál es el mejor lugar
para cada cosa?
Procedimiento
1. Determine sitios de
ubicación para cada elemento.
2. Señale cada lugar para
que todos los empleados conozcan la finalidad del mismo.
3. Asigne una clave de
identificación para cada elemento.
4. Defina la forma de
guardar cada elemento, teniendo en cuenta que sea fácil de identificar donde
está, de poder usar, de volver a colocar en su sitio y fácil de reponer.
Ventajas
1. Se reduce el tiempo de
búsqueda, utilización y devolución de materiales.
2. Se reduce el número de
errores humanos.
3. Se evitan interrupciones
del proceso.
4. Se reducen los tiempos de
cambio.
5. Se ocupa menos espacio.
6. Se reducen los productos
en stock.
7. Se eliminan condiciones
inseguras y en consecuencia se reducen accidentes.
1.3 SEISO – LIMPIEZA
Mantener permanentemente
condiciones adecuadas de aseo e higiene, lo cual no sólo es responsabilidad de
la organización sino que depende de la actitud de los empleados. La limpieza la
debemos hacer todos. Es importante que cada uno tenga asignada una pequeña zona
de su lugar de trabajo que deberá tener siempre limpia bajo su responsabilidad.
No debe haber ninguna parte de la empresa sin asignar. Si las persona no asumen
este compromiso la limpieza nunca será real.
Procedimiento
1. Limpie el lugar de
trabajo y equipo después de su uso.
2. Quite el polvo y la
suciedad de aquellos elementos que no competen al equipo de limpieza general:
maquinas, etc.
3. Limpie las herramientas
después de su uso y compruebe su funcionalidad.
4. Identifique cualquier
desorden o situación anormal, sus causas y establezca las acciones oportunas
para su eliminación.
5. Elabore un programa de
limpieza con tareas específicas para cada lugar de trabajo.
1.4 SEIKETSU – CONTROL
VISUAL
Es una forma empírica de
distinguir una situación normal de una anormal, con normas visuales para todos
y establece mecanismos de actuación para reconducir el problema.
Para poder implementar la metodología de las 9 "s" es necesario cumplir con lo siguiente:
1. Resolución de un problema.
2. Proceso de implantación 9 "s".
Resolución de un problema
La ejecución de las 9 "s" debe ser aplicado respectivamente a un problema, de igual forma se debe tener la capacidad para identificarlo, esto se consigue con el siguiente procedimiento:
a) Identificar problemas relacionados con las 9 "s".
b) Priorizar los problemas.
c) Determinar las causas que originan los problemas.
d) Definir indicadores.
e) Listar las acciones de mejoras acordadas.
f) Asignar responsables de las acciones de mejora.
g) Establecer plazos de ejecución de las mejoras.
La funcionalidad de dichas metodologías se lleva a cabo con dedicación a través del compromiso serio de la dirección con toda la empresa, siempre considerando dos reglas básicas.
· "Empezar por uno mismo"
· "Educar con el ejemplo"
Acciones para la implantación
La elaboración de un plan de trabajo es fundamental para establecer en donde se aplicarán las metodologías ya mencionadas, por lo tanto el líder del proyecto deberá asignar a su grupo de trabajo, las tareas o actividades tomando en cuenta que a lo largo del desarrollo del proyecto debe asumir un papel para:

Es muy importante que se conserve el clima ya creado con los nuevos hábitos aprendidos. Esto se logra mediante la práctica de auditorías; en un principio puede llevarse a cabo por el mismo departamento o área, posteriormente se realizan evaluaciones cruzadas a efecto de tener resultados más reales.
Bibliografía
https://repositorio.espe.edu.ec/bitstream/21000/9131/1/AC-ESPEL-MAI-0488A.pdf
https://vdocuments.mx/unidad-6-mejora-continua.html
Integrantes equipo #6
Bernabe Garcia Melina
Molina Gregorio Rigoberto
Rosales Carbajal Zuleydi Lizet
No hay comentarios.:
Publicar un comentario